トラクター修理
UFOマチックが動かない(F20D) / メータ・パネルの表示灯切れ(GL321) / ロータリが規定位置まで上がらない(GL220)
 ヤンマー・トラクタF20Dで、UFOマチックが自動も手動も作動しません。
ヤンマー・トラクタF20Dで、UFOマチックが自動も手動も作動しません。
ユニットもセンサも故障しているらしく、せめて手動だけでも使えればということだったので、自作で手動回路を作ります。
リフト・シリンダを作動させる3つ口コネクタの電磁弁は故障していないので、この電磁弁を作動するように回路を作り変えます。
ちなみにコイル抵抗は、それぞれ6Ωくらいだったと思います。
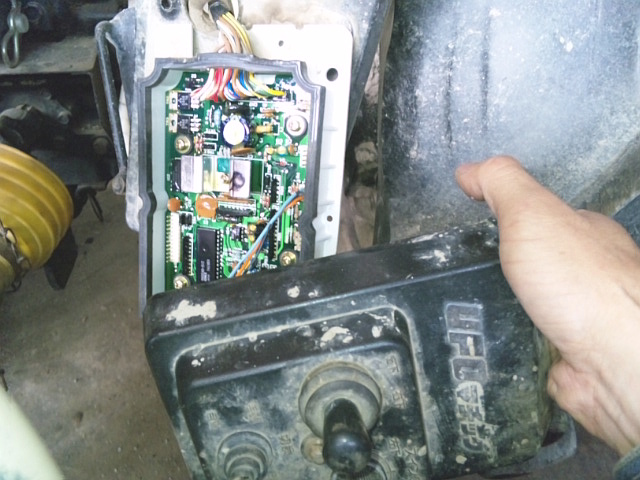 UFOマチックのユニットを分解します。
UFOマチックのユニットを分解します。
このように手動も自動もこの制御盤で制御しています。
この制御盤を使わず、新たに機械式リレーを2つ使うだけです。
ここではエーモンのc接点リレーを使いましたがが、a接点リレーで十分です。
 手動のスイッチ線を3本切って別配線を結線します。
手動のスイッチ線を3本切って別配線を結線します。
トラクタ本体の外部出力用線(ギボシ端子)から12Vを取り、スイッチの中間線(黒線)と電磁弁コネクタの横端子(赤線)に繋げます。
ここで使った配線は、乾燥機電源で使っているキャブタイヤの余りです。
 安全フレームに穴を開け、同じリレーを2つ取り付けます。
安全フレームに穴を開け、同じリレーを2つ取り付けます。
青線-黒線がコイル線なので、スイッチの両端線をそれぞれの青線に繋ぎ、黒線はアース線になります。
黄線はNO(ノーマル・オープン)なので、電磁弁コネクタの縦端子2本線をそれぞれに繋ぎます。
赤線はC(コモン)ですが、アース線を繋ぎます。
また、NOとCに繋ぐ線を逆にしても同じ回路なので問題なく作動します。
白線は使いません。
 UFOマチックの取付け位置は、既に改造されて変わっていたため左写真のようになります。
UFOマチックの取付け位置は、既に改造されて変わっていたため左写真のようになります。
キャブタイヤに沿って配線してある赤線は電源線です。
使用時に流れる電流は2~3Aですが、突入電流と逆起電力を考慮して10Aのヒューズを入れました。
しかし、トラクタ本体側で既に同じ10Aのヒューズを経由していたため、必要なかったですが…。
 後部カバーを少し切り抜いて配線を通しました。
後部カバーを少し切り抜いて配線を通しました。
切り口から配線が破れないように保護テープを張っています。
今回は、マイコンは一切関係ない手動なので保護回路を設けずダイオードや抵抗は使いません。
また、リレーの容量も十分大きいので問題ないです。
スイッチを押して反対に作動するなら、リレーの青線に繋げたスイッチの両端線を入れ替えます。
 クボタ・トラクタGL321で、メータ・パネルの表示灯(バルブ)切れです。
クボタ・トラクタGL321で、メータ・パネルの表示灯(バルブ)切れです。
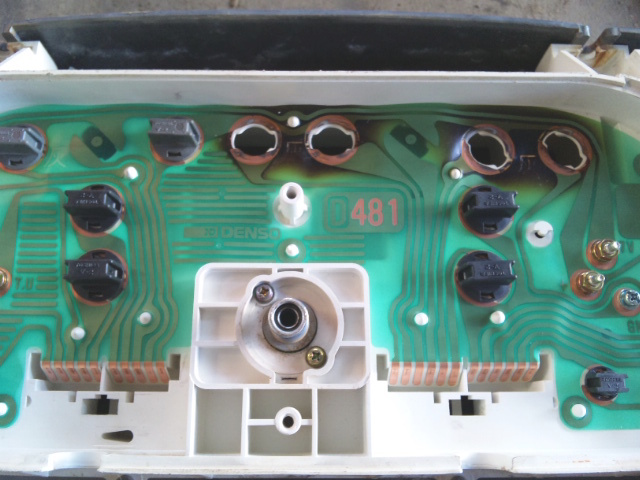
メータ・パネルを外し裏側を確認してみると、AD、倍速、水平、耕深の4つの表示灯が切れています。
プリント基盤も焦げています。
 バルブは、切れて黒焦げです。
バルブは、切れて黒焦げです。
このトラクタは、屋外で長期間放置してあったため機体はかなり錆びています。
やはり、長期に渡る水の混入が原因ですか…。
 ソケットの接触部を紙ヤスリで磨き接点復活剤を吹き付けた後、新品のバルブをソケットに入れパネルに取り付けます。
ソケットの接触部を紙ヤスリで磨き接点復活剤を吹き付けた後、新品のバルブをソケットに入れパネルに取り付けます。
一応、点灯を確認できたので良しとします。
 クボタ・トラクタGL220で、ポンパ・レバーでロータリが規定位置まで上がらない症状です。
クボタ・トラクタGL220で、ポンパ・レバーでロータリが規定位置まで上がらない症状です。
まずは、自己診断をかけます。
トラクターを基準状態(後項で説明)にした後、姿勢手動SWを下げ側に押しながらエンジン(アイドリング)をかけます。
その後、姿勢手動SWから手を離します。
表示パネルの「姿勢制御」「デプス耕うん」のランプがゆっくりと2回点滅したので、リフト・アーム・センサの不具合になります。
点滅回数によって故障箇所が分かるようになっています。
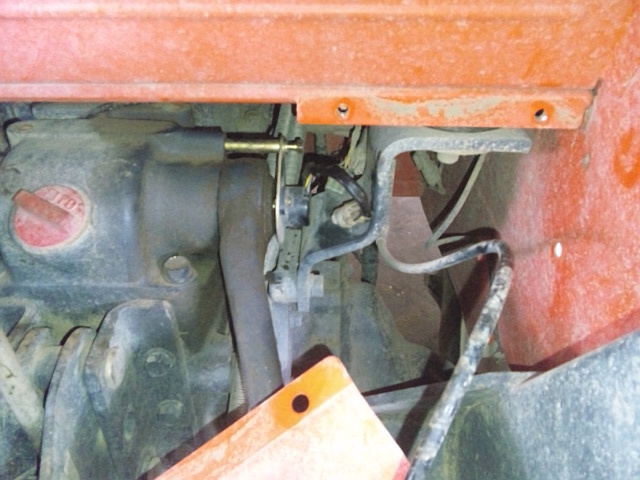 エンジンを停止して、リフト・アーム・センサを取り外します。
エンジンを停止して、リフト・アーム・センサを取り外します。
右側リフト・アームの回転軸に頭部10㎜の長ボルト1本で固定されています。
念のためテスタで試験したところ、自己診断通りで抵抗が切れていました。
ちなみに、リフト・アーム・センサは約2kΩの可変抵抗器です。
今回は途中で切れていましたが、切れていなくてもマイコンに返す電圧が許容範囲からずれているだけでもエラーになります。
その場合は位置調整で直る可能性もありますが、やはり交換したほうが良いです。
 新品のリフト・アーム・センサです。
新品のリフト・アーム・センサです。
自己診断時の基準状態:トラクタ水平、ロータリ水平、均平板フリー下端、姿勢/3P切換SW切り、デプス切換SW切り、油圧レバー上端、リフト・アーム上端(リリーフ・バルブ作動位置まで)
リフト・アームを上端にするにはエンジンを始動し上限ダイヤルを「油圧取出」にします。
そして、姿勢手動SWを上げ側にしてロータリを上げ、リリーフ・バルブを作動させます。
最後に、エンジンを停止し上限ダイヤルを「高」に戻します。
 センサを取り付けたら、最後に各センサの基準電圧をマイコン・ユニットに記憶させ直します。
センサを取り付けたら、最後に各センサの基準電圧をマイコン・ユニットに記憶させ直します。
トラクターを基準状態(自己診断時と同じ)にした後、姿勢手動SWを上げ側に押しながらキーSWを「ON」にします。
エンジンは始動させませんが、この時、姿勢、デプス耕うんランプが1回だけ点滅します。
姿勢手動SWから手を離し、異常があればランプが点滅します。
異常がなければ、再度、姿勢手動SWを上げ側に3秒以上押し続けます。
手を離しランプが連続点灯したら、キーSWを切り正常に完了です。